In modern infrastructure construction, spiral submerged arc welded (SSAW) steel pipes are widely used for long-distance pipelines in water supply and drainage, natural gas, and petroleum transportation projects.
Due to the differing physical and chemical properties of the transported media, water pipelines and oil pipelines impose distinct requirements on steel pipe materials, applicable standards, and anti-corrosion solutions. Selecting the wrong type of corrosion protection can lead to shortened service life and frequent maintenance at best, or serious leaks causing economic losses and environmental hazards at worst.
This article provides a detailed guide on how to scientifically and accurately select the right anti-corrosion spiral steel pipe for water and oil pipeline projects.
I. Water Pipeline Projects: Focus on Hygiene and Moisture Resistance
Water pipeline projects mainly include urban potable water supply, industrial circulation water, sewage, and agricultural irrigation. The primary medium is water, which is susceptible to electrochemical and microbial corrosion. In potable water pipelines, strict regulations apply regarding environmental safety and non-toxicity.
1. Recommended Anti-Corrosion Solutions
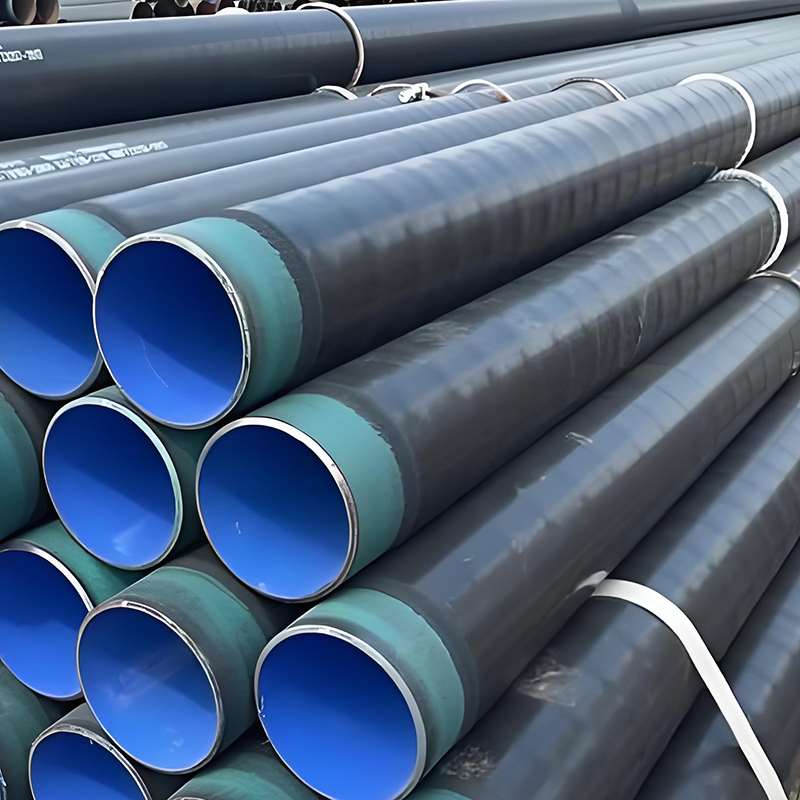
- TPEP Coating (Thermoplastic Polyolefin with FBE Inner Layer)
- Features: Currently the most reliable solution for water supply and drainage projects. The outer layer is 3PE (three-layer polyethylene) providing excellent mechanical protection, while the inner layer uses fusion-bonded epoxy (FBE), forming a smooth, anti-fouling surface resistant to microbial growth, with low hydraulic resistance.
- Applications: Long-distance urban potable water mains, inter-basin water transfer projects.
- Internal and External Epoxy Resin Coatings (IPN8710 / Drinking Water Grade Epoxy)
- Features: IPN8710 is a drinking water-grade epoxy coating with excellent adhesion and non-toxic properties. Multiple layers create a dense protective film on the inner wall of the pipe.
- Applications: Medium- and small-sized water supply networks, municipal reclaimed water pipelines.
- Cement Mortar Lining with External Epoxy Coal Tar / 3PE Coating
- Features: Cement mortar lining is a classic and cost-effective anti-corrosion method. The hydration of cement forms a passive protective layer.
- Applications: Large-scale sewage pipelines, raw water pipelines transporting untreated river or lake water.
2. Steel Pipe Material Selection
- Common Standards: Domestic projects typically follow GB/T 9711 or SY/T 5037 (General Fluid Transport Pipe Standards).
- Common Materials: Q235B, Q355B. For low-pressure water pipelines, Q235B offers the best cost-performance ratio. For high water hammer pressure or larger diameters, Q355B is preferred for higher yield strength.


II. Oil Pipeline Projects: Focus on High Pressure, High Temperature, and Leak Prevention
Oil and gas pipelines are high-pressure and high-risk systems. Crude oil and natural gas often contain hydrogen sulfide (H₂S), carbon dioxide (CO₂), and high-salinity water, which can induce acidic corrosion and stress corrosion cracking. Consequently, corrosion protection in oil pipelines is a matter of national safety standards.
1. Recommended Anti-Corrosion Solutions
- 3PE Coating (Three-Layer Polyethylene)
- Structure: FBE base layer (≥100 μm) + adhesive layer (AD) + polyethylene outer layer (PE).
- Advantages: Combines the high adhesion and chemical resistance of epoxy with the mechanical and water-resistant protection of polyethylene. Recognized as the standard protective layer for buried oil and gas pipelines, with a service life exceeding 50 years.
- Applications: Crude oil pipelines, long-distance natural gas pipelines, and main lines of refined oil networks.
- FBE Coating (Single or Double Layer Fusion-Bonded Epoxy)
- Features: Dense coating with excellent cathodic disbondment resistance and temperature tolerance.
- Applications: Oilfield gathering and transportation lines, piling pipes, and directional drilling crossings (double-layer FBE offers enhanced abrasion resistance).
2. Steel Pipe Material Selection
- Oil and gas pipelines demand high toughness and strength; water pipe materials are not suitable.
- Standards: Strict compliance with GB/T 9711 or international API 5L standards is mandatory.
- Common Grades: X42, X52, X60, X70 (or L290, L360, L415). Higher grades provide greater pressure capacity and fracture toughness, selected according to design pressure (typically ≥1.6 MPa, sometimes ≥4.0 MPa).
III. Four Key Principles for Selecting Anti-Corrosion Spiral Steel Pipes
Whether your project involves water or oil pipelines, the following steps should guide procurement and selection:
| Evaluation Dimension | Water Pipeline Considerations | Oil Pipeline Considerations |
|---|---|---|
| Operating Pressure | Low-pressure pipelines may follow SY/T 5037; high-pressure lines require GB/T 9711. | Mandatory compliance with GB/T 9711 or API 5L, with wall thickness and grade calculated precisely according to pressure. |
| Installation Environment | Buried pipelines typically use 3PE or TPEP; overhead lines require UV-resistant outer coatings, often polyurethane topcoat. | Mostly buried; 3PE is standard. Special attention for crossing sections or acidic soil, combined with cathodic protection. |
| Hygiene & Safety | Potable water must comply with drinking water approvals; inner coatings must be non-toxic with no harmful leachables. | Focus on resistance to transported media; inner coatings may include drag-reducing or conductive layers. |
| Construction & Cost | For budget-sensitive projects, epoxy coal tar is acceptable for sewage and industrial water. | Safety is the top priority; cost reduction cannot compromise quality. Anti-corrosion layers must undergo 100% spark test before delivery. |