For buyers, pre-shipment inspections serve as the final line of defense for quality control before large batches of corrosion-resistant steel pipes ordered from factories leave the manufacturing plant, are loaded into containers, or are loaded onto bulk carriers. If defects in the anti-corrosion coating are discovered after the pipes arrive at their overseas destination port, the resulting costs of returns and replacements, as well as losses due to project delays, would be catastrophic.
To help you ensure the quality of the delivered goods, this article provides a logically structured and practical pre-shipment quality inspection checklist for anti-corrosion steel pipes, covering the entire process from appearance to technical specifications.
I. Preparations for Pre-Shipment Inspection
Before dispatching a third-party inspection agency or your QC team to the factory, the following supporting documents must be prepared:
- Technical Agreement of the Purchase Contract
- Applicable Standards (e.g., DIN 30670, API 5L, AWWA C213, etc.)
- The factory’s quality assurance certificate and batch test reports for anti-corrosion coating raw materials
II. Four Major Modules of Factory Inspection for Anti-Corrosion Steel Pipes
1. Random Inspection of Steel Pipe Base Material and Geometric Dimensions
Although the focus is on the coating, dimensional defects in the base material can directly prevent welding on-site.
- Pipe End Grooves and Root Depth: Check whether the pipe end groove angle is between 30° and 35° and whether the root depth meets welding requirements.
- Out-of-roundness and Straightness: Particularly for large-diameter coated spiral steel pipes, an arc gauge and vernier caliper must be used to measure the out-of-roundness of the pipe ends to ensure that severe misalignment does not occur during on-site butt welding.
- Uncoated Section at Pipe Ends: Verify that the uncoated section at the pipe ends (typically 100 mm to 150 mm) has been coated with rust-preventive, weldable paint and that the edges are neat.
2. Coating Appearance and Physical Property Testing
This is a critical aspect that determines the service life of the corrosion protection and must be verified through on-site testing.
- 100% Electric Spark Leak Detection:
This is the only method to detect pinholes in the coating that are invisible to the naked eye. For common 3PE-coated spiral steel pipes, a high-voltage electric spark leak detector must be used on-site to scan the entire surface; the voltage is typically set to around 25 kV. Requirement: Zero leaks along the entire pipe. - Coating Thickness Measurement:
Using a coating thickness gauge, take at least 8 measurements circumferentially and axially on each sampled steel pipe. The total thickness of the 3PE coating and the thickness of the underlying epoxy powder (FBE) layer must meet standard specifications (e.g., minimum thickness ≥ 2.5 mm or as determined by pipe diameter). - Coating Adhesion/Peel Strength Test:
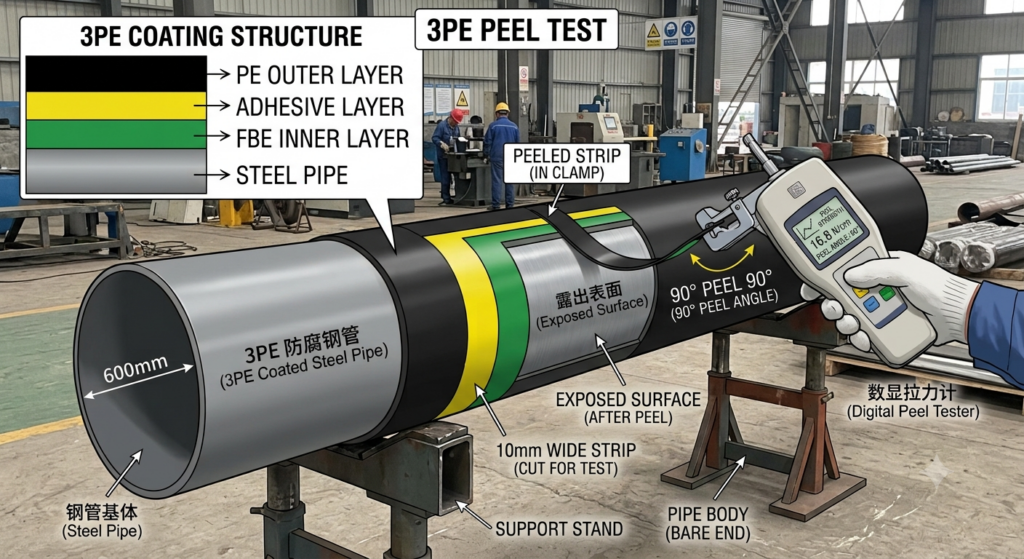
At room temperature, cut a 10 mm wide section of the coating on-site and perform a 90° peel test using a tensile tester. Record whether the peel strength meets the standard requirements (e.g., the N/cm value specified in DIN 30670) to verify the bond strength between the coating and the steel pipe surface.
3. Visual Inspection for Surface Defects
- Surface Quality: The coating surface should be flat and smooth, free of bubbles, scratches, scorching, and any noticeable layering or pitting.
- Marking Verification: Check that the spray-painted markings on each pipe are clear and accurate, and that they fully correspond to the information on the paper quality assurance certificate.
4. Packaging and Loading Protection Inspection
Many high-quality pipes are not damaged on the production line, but are damaged during ocean transport.
- Pipe End Protectors: Plastic caps or metal sleeves must be installed on both ends of the pipes to prevent deformation from impacts on the beveled edges and to keep rainwater from entering the pipes.
- Lifting and Lashing Safety: Direct contact between steel wire ropes and the pipe coating is strictly prohibited; nylon slings must be used instead. When inspecting the lashing, check whether rubber pads or straw rope are used to separate and protect the steel pipes from one another.
III. Strategies for Handling Factory Inspection Results
Upon completion of the inspection, QC personnel should immediately issue an on-site report:
- Fully Conforming: Sign the release form to authorize the shipment of the vehicle.
- Minor Defects: If isolated spark leak points or localized scratches are found, repairs using hot-melt rods or patch plates may be performed on-site in accordance with standard repair procedures. After repair, spark leak testing must be repeated until the product meets standards.
- Serious Nonconformity: If large areas fail to meet peel strength requirements or exhibit severe thickness deficiencies, shipment must be suspended immediately, and the factory must be instructed to remove the coating, resand the surface, and reapply the anti-corrosion treatment.